The European Union (EU) has long been at the forefront of environmental policy, particularly regarding the management of plastic waste. With growing concern over plastic pollution and its long-term environmental impact, the EU has introduced a robust regulatory framework aimed at encouraging plastic recycling, reducing waste, and advancing circular economy principles. Key to this transformation is the increasing emphasis on technologies like pyrolysis of plastic, which aligns with the EU's sustainability goals.
Regulatory Landscape and Policy Framework
At the heart of EU policy lies the Waste Framework Directive (2008/98/EC), which outlines essential guidelines for waste management and recycling. The directive, alongside the Plastic Strategy, drives the EU’s efforts to establish a circular economy. These legislative instruments target a dramatic reduction in plastic waste, with goals for increased recycling and the development of more sustainable production practices.
The European Commission set ambitious targets in its Circular Economy Action Plan (CEAP), which aims for 55% of plastic packaging to be recycled by 2025, with a further increase to 65% by 2035. This is supported by the EU Plastics Pact, a voluntary commitment from businesses and industries to improve plastic packaging’s design and recyclability. Additionally, restrictions on single-use plastics were implemented in 2019 under the Single-Use Plastics Directive, with a focus on reducing plastic pollution, especially in the marine environment.
Pyrolysis of Plastic: A Promising Technology
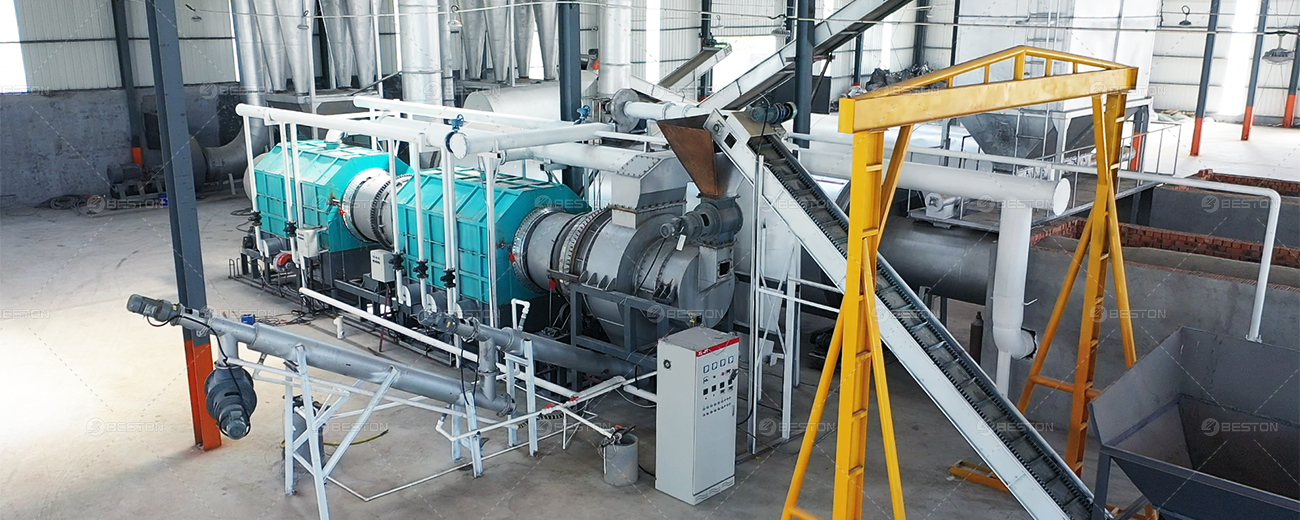
One of the emerging technologies in plastic waste management is plastic pyrolysis process. This thermal treatment process breaks down plastic polymers in an oxygen-limited environment, converting them into valuable products such as pyrolytic oil, gas, and carbon black. Unlike traditional recycling, which primarily focuses on mechanical methods, pyrolysis offers the potential to handle a broader range of plastics, including mixed and contaminated materials that are otherwise difficult to recycle.
The EU has recognized pyrolysis as a potential technology to help meet its waste management and recycling objectives. It is viewed as an essential component in the transition toward a more circular plastic economy. Pyrolysis allows for the recovery of high-value chemicals and fuels, which can be reintegrated into industrial processes, reducing dependence on virgin fossil resources. As such, the technology aligns with the EU’s climate action targets, especially in sectors seeking to lower carbon emissions and increase energy efficiency.

Market Adoption and Technological Barriers
Despite the promising potential of pyrolysis, several barriers remain to widespread market adoption. One of the main challenges is the regulatory uncertainty surrounding the classification of pyrolysis-derived products. In the EU, products from pyrolysis are sometimes classified as waste, which limits their commercialization. However, the European Commission is in the process of defining clearer end-of-waste criteria for pyrolysis-derived products, which could facilitate the use of these materials in the manufacturing sector.
Additionally, issues related to the scalability and economic viability of pyrolysis plants must be addressed. High initial investment costs and operational complexities are significant hurdles for smaller enterprises looking to adopt this technology. The need for integrated waste management systems and efficient logistics also poses challenges. However, these issues are gradually being mitigated as pilot projects and partnerships are underway, particularly in regions like Germany and the Netherlands, where governments have created favorable conditions for innovative waste-to-energy technologies.
National Policies and Financial Incentives
While the EU provides overarching regulations, individual member states have been instrumental in the development of national frameworks for plastic recycling. Countries such as France, the UK, and the Netherlands have implemented producer responsibility schemes that incentivize companies to take responsibility for the entire lifecycle of plastic products. These schemes often include mechanisms for funding the collection, sorting, and recycling of plastic waste, with a focus on maximizing the use of recycled materials in new products.
In addition, financial support for advanced recycling technologies, including pyrolysis, is becoming increasingly available. The European Investment Bank (EIB) and national governments have allocated funding to promote the development of circular economy technologies. These funds are directed toward innovation in plastic recycling, supporting research and development in pyrolysis systems and other advanced recycling methods.
Future Prospects for Plastic Recycling Policy in Europe
Looking ahead, the EU is expected to further strengthen its regulatory framework to ensure that plastic recycling and the adoption of technologies like pyrolysis become integral components of a sustainable, low-carbon economy. The ongoing revision of the EU’s Waste Framework Directive and the upcoming Circular Economy Package will likely include more stringent targets for plastic recycling, as well as clearer pathways for the integration of pyrolysis-derived products into the industrial value chain.
The rise of digital technologies, such as blockchain, for waste traceability and material flows could also enhance the effectiveness of plastic recycling programs, ensuring greater transparency and efficiency in the management of plastic waste. Additionally, the push for a "right to repair" and product longevity will likely influence the design of plastic products to facilitate easier recycling, thus reducing the need for pyrolysis and other advanced recycling methods.
In conclusion, plastic recycling in Europe is on a transformative trajectory, driven by regulatory ambitions, technological innovations, and increasing financial investments. As pyrolysis of plastic becomes more integrated into the broader recycling ecosystem, it will play a crucial role in achieving the EU’s sustainability and waste reduction goals.